Know-how aus einer Hand liefert Ihnen die Maschinen + Technik Vogt GmbH im Rahmen der Kunststoffverbindungstechnologie


Präzision, Qualität und Wirtschaftlichkeit vereintUltraschallschweißen
Das Ultraschallschweißen nutzt hochfrequente Ultraschallenergie, um thermoplastische Materialien zu verschweißen, indem es eine untrennbare Verbindung zwischen zwei oder mehr Teilen herstellt.
Die Technik erfordert eine sorgfältige Auslegung der Schweißverbindung hinsichtlich Material, Geometrie und Position der Bauteile für optimale Ergebnisse. Dabei wird hochfrequente Wechselspannung in mechanische Schwingungen umgewandelt, die durch Reibung Wärme erzeugen und den Kunststoff plastifizieren. Ein Schwinggebilde, bestehend aus einem Konverter, einem Booster und einer Sonotrode, arbeitet in Resonanz, um die Bauteile effizient zusammenzufügen.
Anwendungsbereiche des UltraschallverfahrenAnwendungszwecke
Ultraschallschweißen eignet sich für eine Vielzahl von thermoplastischen Kunststoffen, darunter amorphe und teilkristalline Polymere. Es bietet verschiedene Verbindungsmöglichkeiten, wie Flächenschweißen für flächige oder dicht verschweißte Teile, Punktschweißen für einfache Verbindungen ohne vorbereitete Schweißnaht, Zapfenschweißen für selbstzentrierende Quetschnahtverbindungen und Nieten sowie Bördeln für die Verbindung von Kunststoffen mit Metallen oder anderen Materialien. Dieses Verfahren ist besonders effizient und umweltfreundlich, dank seiner schnellen Prozesszeiten und dem geringen Energiebedarf.

Anwendungsbeispiele im UltraschallverfahrenAnwendungsbeispiele
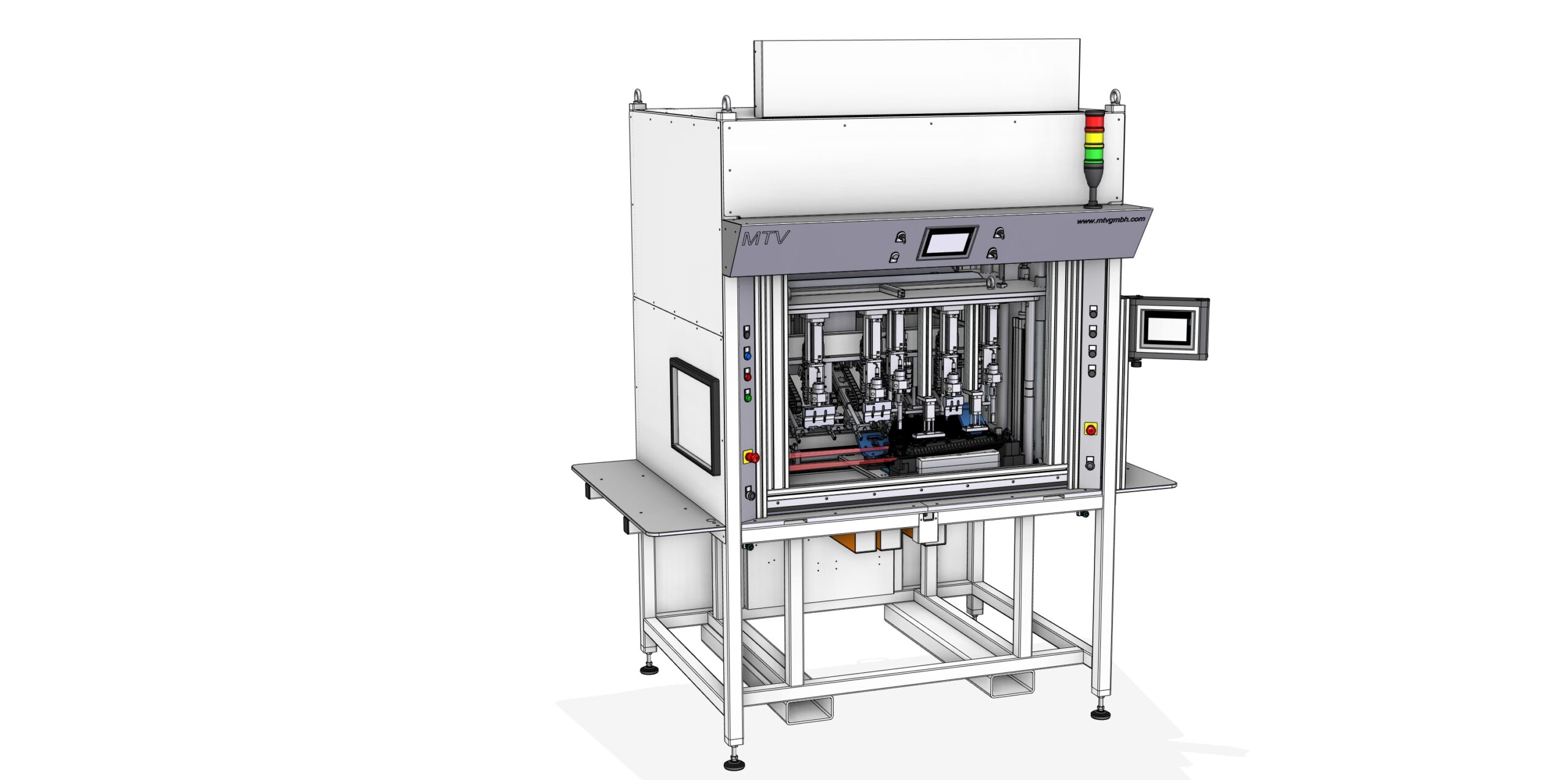
Kompakte Ultraschall Standardanlage zur Erzielung hoher Festigkeiten
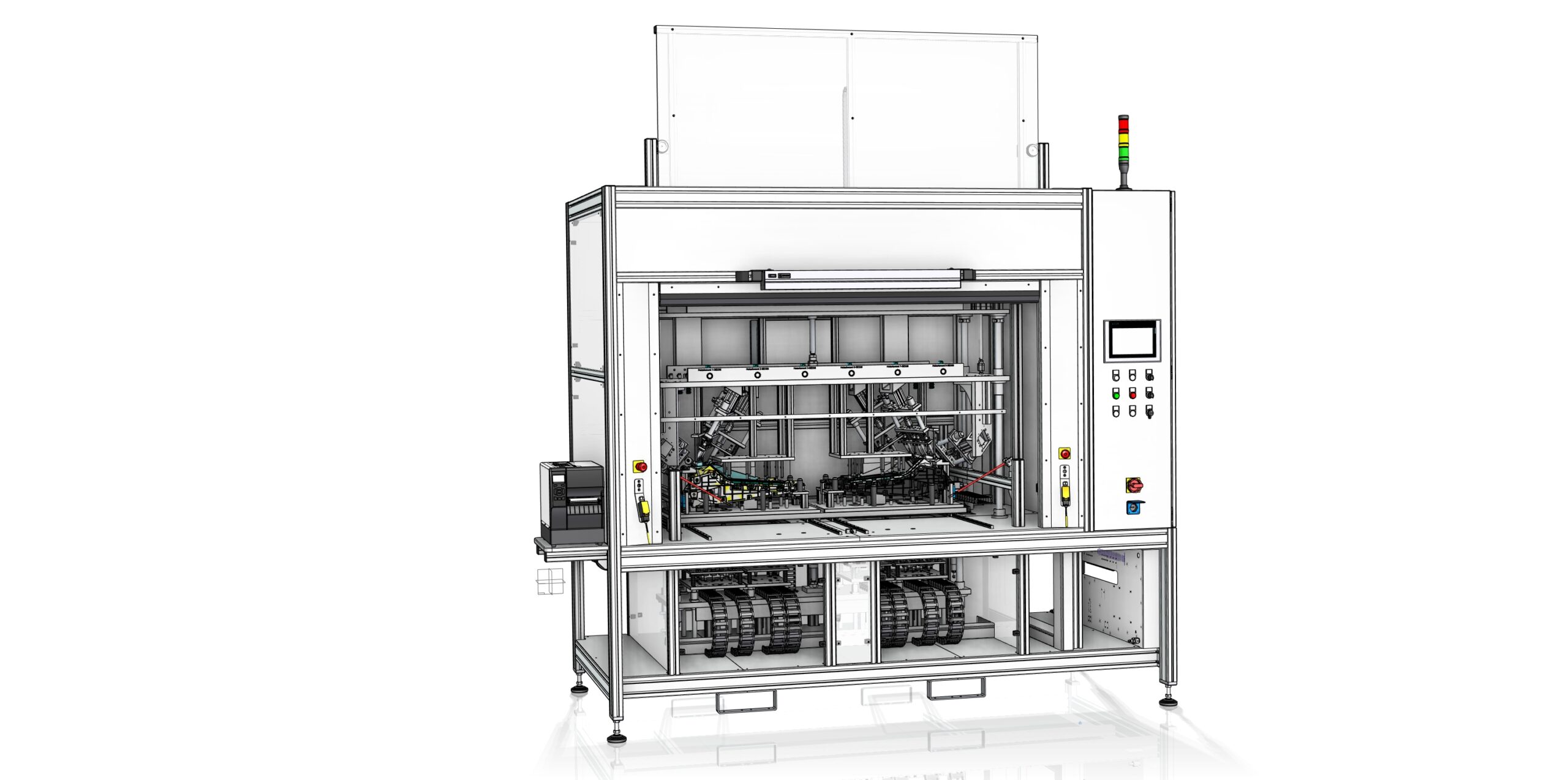
Ultraschall Standardanlage für Wechselwerkzeuge für höchste Ansprüche
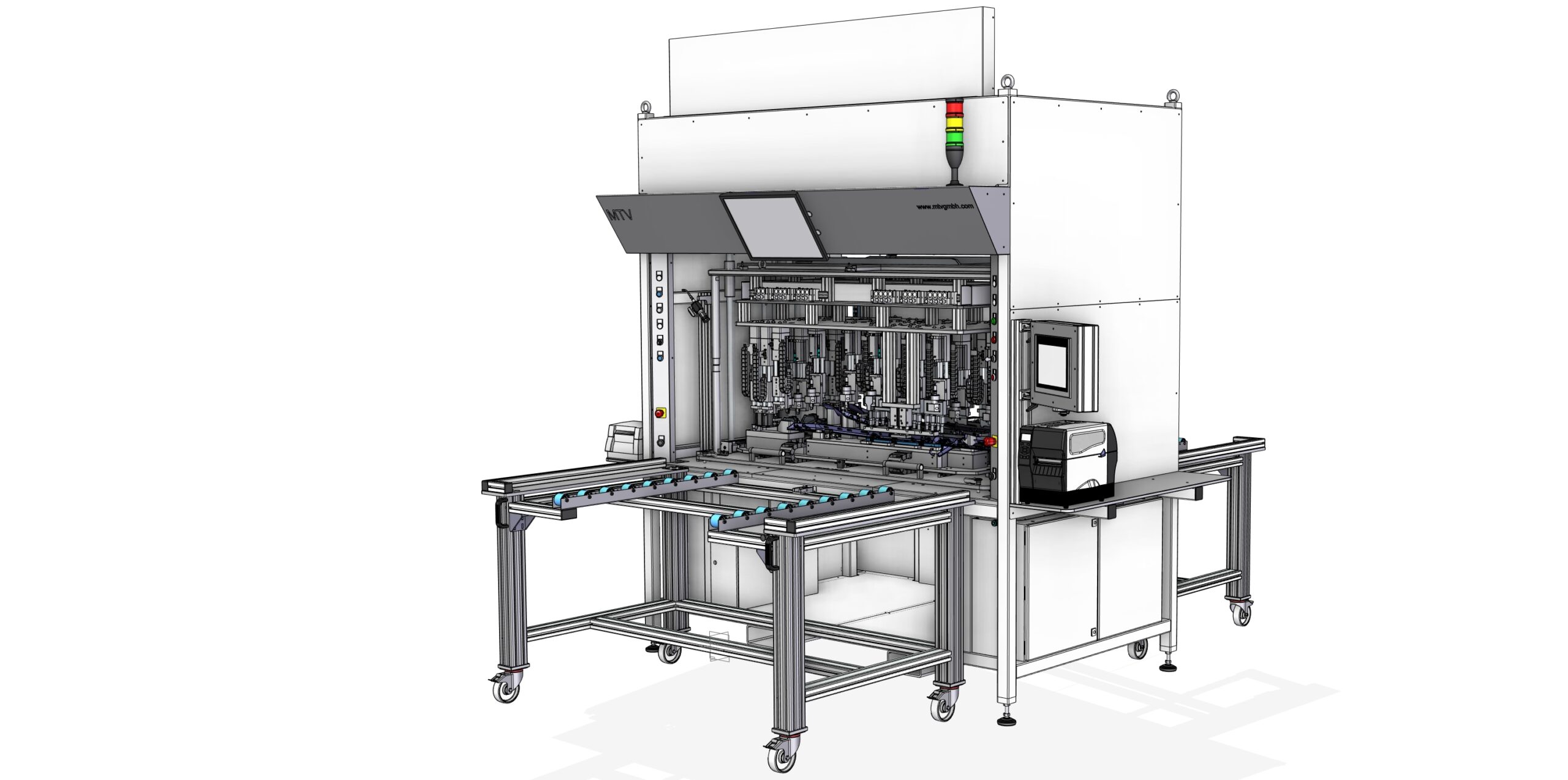
Ultraschall Standardanlage für Wechselwerkzeuge für höchste Ansprüche - kompakte Bauform


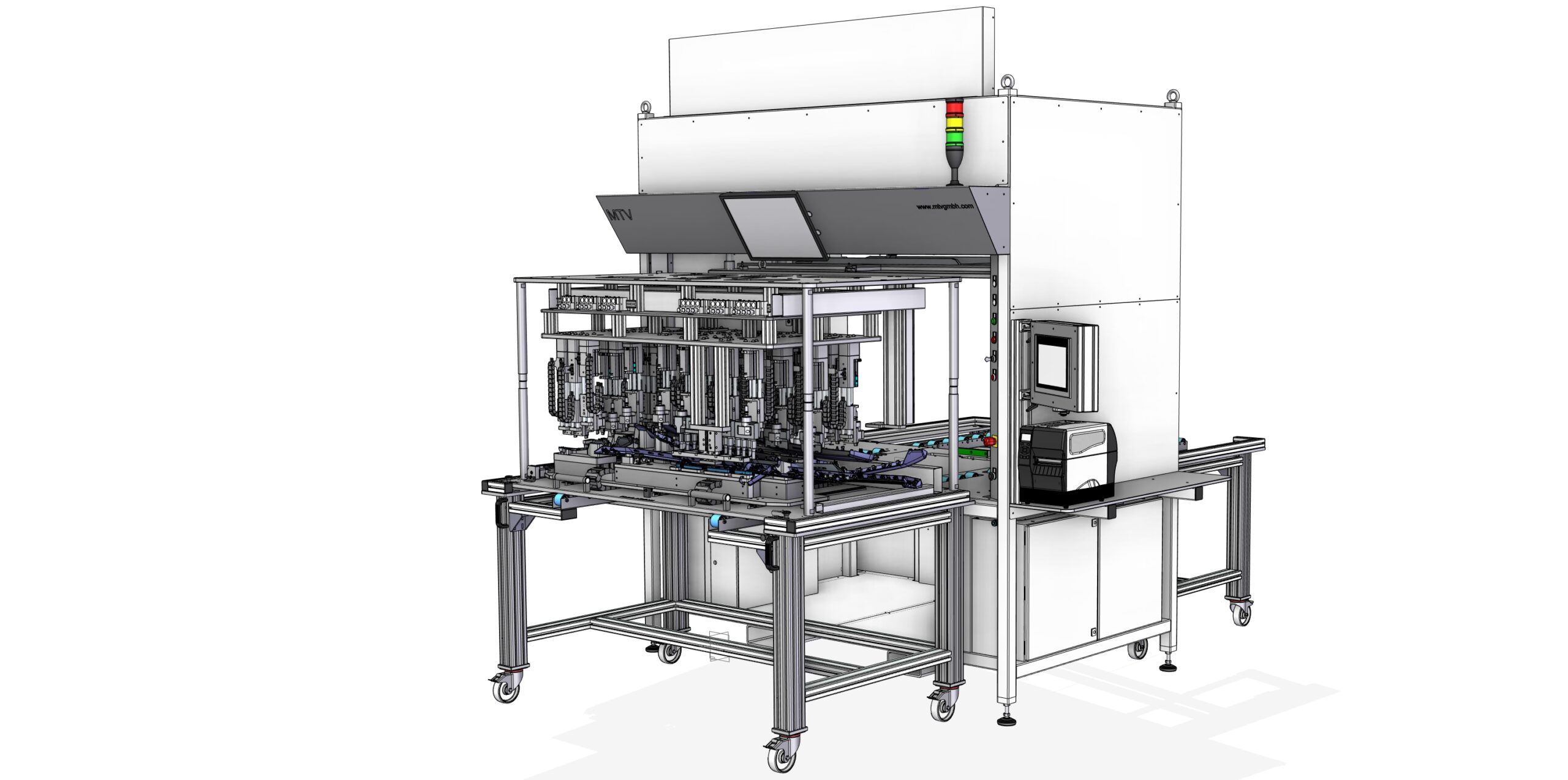
Ultraschall Standardanlage -Schallschutz - Folienzug - Schnellwechselsystemen - kompakte Bauform - erhältlich in 2 Stnd. Größen


Funktionsprinzip und Prozessparameter des Ultraschallschweißverfahrens
Das Ultraschallschweißverfahren basiert auf der Umwandlung elektrischer Energie in hochfrequente mechanische Schwingungen. Diese Schwingungen werden gezielt in die Fügezone zweier Werkstücke eingeleitet und erzeugen dort Reibungswärme. Die entstehende Wärme plastifiziert das Material lokal, wodurch die Bauteile unter Druck dauerhaft verbunden werden. Der gesamte Vorgang ist innerhalb weniger Sekunden abgeschlossen.
Aufbau des Schwinggebildes
Herzstück jeder Ultraschallschweißanlage ist das sogenannte Schwinggebilde, das die mechanischen Schwingungen erzeugt und überträgt. Es setzt sich aus mehreren Komponenten zusammen:
- Generator: Wandelt Netzspannung in hochfrequente elektrische Spannung um.
- Konverter (auch: Sonotrodentreiber): Transformiert die elektrische Energie in mechanische Schwingungen.
- Booster: Verstärkt oder reduziert die Amplitude je nach Anwendung.
- Sonotrode: Gibt die Schwingungen gezielt an die Fügezone weiter – ihre Geometrie wird individuell an das Bauteil angepasst.
Alle Komponenten arbeiten in Resonanz und sind exakt aufeinander abgestimmt. Nur so wird die benötigte Schwingenergie verlustarm und kontrolliert an die Werkstücke übertragen.
Steuergrößen und Prozessüberwachung
Ein großer Vorteil des Ultraschallschweißverfahrens liegt in der exakten Kontrolle der Prozessparameter. Abhängig von Material, Geometrie und gewünschtem Schweißergebnis können verschiedene Steuergrößen eingestellt werden:
- Schweißzeit
- Energieeintrag
- Leistung
- Anpresskraft
- Schweißweg (z. B. Kollapsweg oder Absoluthub)
Moderne Anlagen bieten eine lückenlose Prozessüberwachung, die alle Parameter erfasst und dokumentiert. So lassen sich Schweißprozesse nicht nur reproduzieren, sondern auch statistisch auswerten und rückverfolgen
Werkstoff‑ und Nahtvielfalt
Ultraschallschweißen ist ein äußerst vielseitiges Verfahren, das sowohl bei thermoplastischen Kunststoffen als auch bei bestimmten Metallen Anwendung findet. Die Auswahl geeigneter Materialien und Nahtgeometrien ist dabei entscheidend für die Qualität und Festigkeit der Verbindung. Je nach Werkstoff, Bauteilgröße und Funktionsanforderung kommen unterschiedliche Schweißarten und konstruktive Fügeelemente zum Einsatz.
Ultraschallschweißen von Kunststoff: amorphe & teilkristalline Thermoplaste
Für das Ultraschallschweißen von Kunststoff eignen sich vor allem thermoplastische Materialien. Besonders gut verarbeitbar sind:
- Amorphe Kunststoffe wie ABS, PC oder PMMA: Gute Schwingungskopplung, klare Nahtlinien
- Teilkristalline Kunststoffe wie PA, POM oder PP: Etwas höhere Anforderungen an Prozessführung und Energierichtungsgeber
Entscheidend ist die Schwingungsübertragung im Material. Daher sollten keine Füllstoffe, Fasern oder Additive enthalten sein, die die mechanischen Wellen dämpfen könnten. Auch die richtige Auslegung der Fügestellen spielt eine zentrale Rolle: Eingebrachte Energierichtungsgeber (kleine Stege oder Kanten) konzentrieren die Reibungsenergie und ermöglichen eine gezielte, prozesssichere Plastifizierung.
Ultraschallschweißen von Kupfer und Aluminium
Neben Kunststoffen ermöglicht das Verfahren auch das Ultraschallschweißen von Metallen, insbesondere weichen, elektrisch leitfähigen Werkstoffen wie Kupfer & Aluminium. Typische Anwendungen finden sich etwa im Bereich der E‑Mobilität und Leistungselektronik – zum Beispiel beim Fügen von:
- Hochstromkabeln (z. B. HV-Leitungen)
- Batteriezellen
- Leiterplattenanschlüssen
Hierbei entstehen stoffschlüssige und gasdichte Verbindungen, ohne dass das Material aufgeschmolzen wird. Dies ist ideal insbesondere für empfindliche Komponenten. Die eingesetzten Prozesskräfte sind deutlich höher als beim Kunststoffschweißen, ebenso die Anforderungen an die Maschinentechnik und die Sonotrodengeometrie.
Fügegeometrien und Energierichtungsgeber
Die Wahl der richtigen Naht- und Fügegeometrie ist essenziell für die Prozesssicherheit. Gängige Varianten sind:
- Flächenschweißen: großflächige Verbindungen für stabile, oft auch dichte Schweißnähte
- Zapfen- oder Punktverschweißungen: für einfache oder punktuelle Fixierungen
- Nieten & Bördeln: zur Fixierung anderer Materialien, z. B. Textilien oder Metalle, durch Umformen von Kunststoffbolzen
- Formschlüsse (z. B. Nut/Feder oder Energy Director): verbessern optische Qualität und Bauteilfestigkeit
Gerade bei teilkristallinen Kunststoffen empfiehlt sich der Einsatz von Energierichtungsgebern. Diese definieren den Beginn der Plastifizierung exakt und reduzieren gleichzeitig die notwendige Energiezufuhr – für kürzere Zykluszeiten und gleichmäßige Nahtbilder.
Vorteile des Ultraschallschweißverfahrens für Qualität und Wirtschaftlichkeit
Das Ultraschallschweißen überzeugt nicht nur durch technische Präzision, sondern auch durch seine Wirtschaftlichkeit und Umweltverträglichkeit.
Schnelle Zykluszeiten & Energieeffizienz
Ein kompletter Schweißzyklus dauert meist weniger als eine Sekunde – inklusive Anpressen, Schweißen und Abkühlen. Gründe dafür sind:
- Kein Aufheizen des Werkzeugs notwendig
- Minimaler thermischer Eintrag – nur die Fügezone wird erwärmt
- Schneller Werkzeugwechsel dank modularem Anlagenaufbau
Zudem benötigt das Verfahren vergleichsweise wenig Energie, da keine kontinuierliche Wärmeversorgung erforderlich ist. Gerade in der automatisierten Serienfertigung wirkt sich das positiv auf die Betriebskosten aus.
Saubere, lösungsmittelfreie Prozesse beim Ultraschall verschweißen
Ein weiterer Vorteil ist die Sauberkeit und Umweltfreundlichkeit des Verfahrens. Es kommt ohne Klebstoffe, Lösungsmittel oder Zusatzstoffe aus, wodurch keine Trocknungszeiten, Emissionen oder zusätzliche Materialkosten entstehen.
Die Vorteile im Überblick:
- Rückstandsfreies Arbeiten – keine Klebstoffreste, keine chemischen Dämpfe
- Hohe Arbeitssicherheit – keine heißen Flächen, keine gefährlichen Substanzen
- Sortenreines Recycling möglich – ideal für nachhaltige Produktkonzepte
Dadurch eignet sich das Ultraschallschweißen auch hervorragend für Anwendungen in der Medizintechnik, Lebensmittelverpackung oder anderen hygiene- und sicherheitskritischen Bereichen.
Dokumentation und Rückverfolgbarkeit
Moderne Ultraschallschweißanlagen ermöglichen eine lückenlose Erfassung aller Prozessparameter, darunter:
- Energieeintrag
- Schweißdauer
- Amplitude
- Kraft
- Weg (z. B. Kollapsmaß)
Diese Daten lassen sich speichern, analysieren und – bei Bedarf – einem konkreten Bauteil zuordnen. Damit erfüllt das Verfahren höchste Anforderungen an die Prozesssicherheit, Rückverfolgbarkeit und statistische Qualitätskontrolle (SPC).
Typische Anwendungen und Branchen
Dank seiner Flexibilität und Effizienz ist das Ultraschallschweißen in zahlreichen Branchen fest etabliert. Die Technologie überzeugt überall dort, wo saubere, präzise und wirtschaftliche Verbindungen gefordert sind.
Automotive
Im Automotive-Sektor ist das Ultraschallschweißverfahren nahezu unverzichtbar geworden. Typische Anwendungen umfassen:
- Interieur- und Exterieurbauteile (z. B. Türverkleidungen, Lüftungsgitter, Mittelkonsolen)
- Kabelkonfektionierung und Steckverbinder
- HV-Komponenten für Elektromobilität (z. B. Schweißung von Kupferleitern oder Aluminiumverbindungen)
- Sensor- und Gehäuseverschweißungen
Hier punktet das Verfahren mit schnellen Zykluszeiten, hoher Prozesssicherheit und vibrationsfreiem Fügen – ideal für empfindliche Elektronik oder dekorative Kunststoffoberflächen.
Medizintechnik & Elektronik
In der Medizintechnik sind höchste Sauberkeit, Wiederholgenauigkeit und dokumentierte Prozesssicherheit gefragt. Ultraschallschweißen erfüllt diese Anforderungen ideal, etwa bei:
- Einwegartikeln (z. B. Filtergehäuse, Spritzen, Beatmungsmasken)
- Dichtschweißung von Behältern oder Kartuschen
- Kontaktlose Verbindung elektronischer Baugruppen
Auch in der Elektronikindustrie überzeugt das Verfahren – zum Beispiel bei der Herstellung von:
- Sensorgehäusen
- Schaltmodulen
- Lithium-Ionen-Zellen und Batteriekomponenten
Damit ist das Ultraschallschweißen in beiden Bereichen – Medizintechnik wie Elektronik – ein unverzichtbares Fügeverfahren für sensible, funktionskritische Komponenten.
Konsumgüter & Verpackung
Im Bereich der Konsumgüterproduktion und Verpackungstechnik kommen die Vorteile des Ultraschallschweißens ebenfalls zum Tragen:
- Verpackungen mit integriertem Siegelrand
- Kunststoffgehäuse von Haushaltsgeräten
- Dichtungen für Kosmetik- und Pflegeprodukte
- Textilnahtversiegelung und Nietanwendungen bei technischen Geweben
Da das Verfahren keine Zusatzstoffe benötigt und extrem schnell arbeitet, eignet es sich ideal für hohe Produktionsvolumina.