Know-how aus einer Hand liefert Ihnen die Maschinen + Technik Vogt GmbH im Rahmen der Kunststoffverbindungstechnologie


Präzision, Qualität und Wirtschaftlichkeit vereintSpiegelschweißen für Kunststoffteile
Spiegelschweißen ist ein präzises Verfahren zur Verbindung von Thermoplasten, das Heizelemente oder Infrarotstrahlung nutzt.
Es ist ideal für großflächige Kunststoffteile und komplex geformte Fügezonen. Beim Heizelementschweißen wird durch elektrisches Erwärmen eines Heizelements Schmelzwärme erzeugt, die die Bauteile erwärmt und nach Aufbringen spezifischen Drucks eine dichte Verbindung schafft. Dieses Verfahren, das in Nieder- und Hochtemperaturbereiche sowie Infrarotstrahlung unterteilt ist, zeichnet sich durch seine Zuverlässigkeit und Sicherheit aus. Die Infrarotmethode ermöglicht eine kontaktlose Erwärmung und Verbindung der Bauteile, was präzise abgestimmte Prozesse erfordert.
Anwendungsbereiche des SpiegelschweißenAnwendungszwecke
Das Spiegelschweißen eignet sich für alle thermoplastischen Kunststoffe und ist besonders vorteilhaft für die Verarbeitung dreidimensionaler und großflächiger Teile sowie für Konstruktionen mit spezifischen Abmessungen. Der Schweißprozess umfasst mehrere Phasen, von der sorgfältigen Platzierung der Bauteile bis zur finalen Verbindung unter Druck und Temperatur. Die Methode ermöglicht eine hohe Automatisierung und lässt sich durch Anpassung der Temperatur und des Prozesses effizient gestalten, obwohl sie im Vergleich zu anderen Schweißverfahren wie Ultraschall- oder Rotationsschweißen höhere Taktzeiten erfordert.

Was ist Spiegelschweißen?
Beim Spiegelschweißen werden zwei Kunststoffbauteile an ihren Fügeflächen gezielt erwärmt, bis das Material in einen plastischen Zustand übergeht. Anschließend wird das Heizelement aus dem Fügebereich entfernt und die Bauteile werden unter Druck zusammengeführt. Durch das Abkühlen entsteht eine stoffschlüssige Verbindung.
Der Begriff „Spiegel“ stammt vom beheizten Werkzeug, das zwischen die beiden Fügeflächen eingebracht wird. Je nach Anwendung kann die Erwärmung über direkten Kontakt mit dem Heizelement oder berührungslos über Infrarotstrahlung erfolgen. Welche Variante sinnvoll ist, hängt unter anderem vom Werkstoff, der Bauteilgeometrie, der geforderten Nahtqualität und den Produktionsbedingungen ab.
Typische Einsatzbereiche sind Kunststoffgehäuse, Behälter, technische Formteile, großflächige Bauteile, Doppelschalen oder Bauteile mit umlaufenden Dichtnähten. Das Verfahren eignet sich besonders dann, wenn eine stabile, dichte und prozesssichere Verbindung gefordert ist.
Wie funktioniert das Spiegelschweißverfahren?
Erwärmen der Fügeflächen
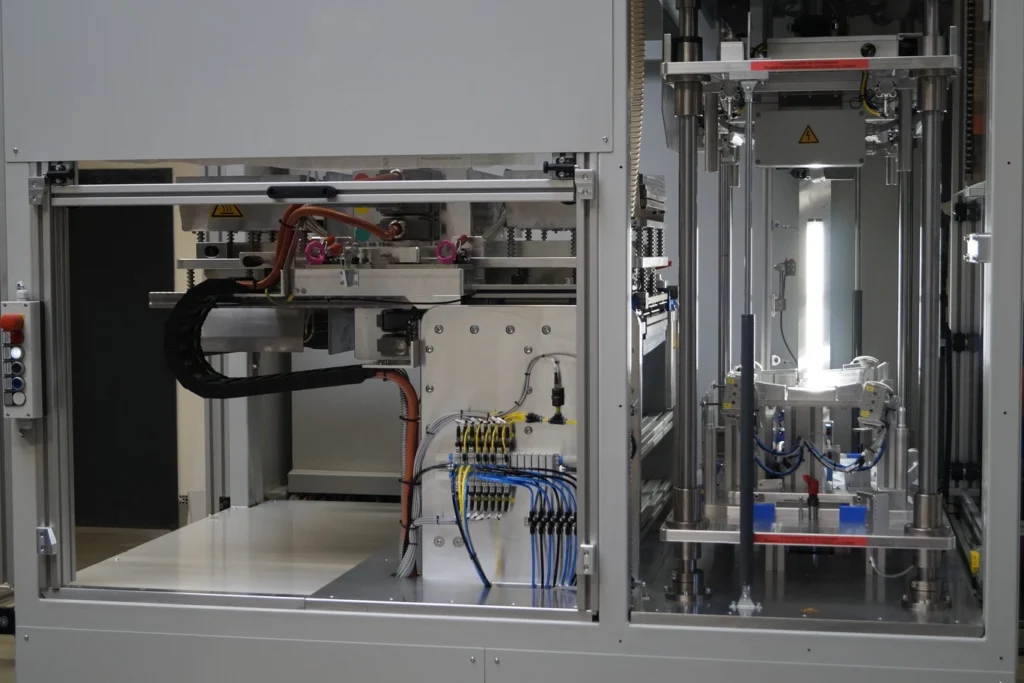
Im ersten Schritt werden die zu verbindenden Bauteile in passgenauen Aufnahmen positioniert. Anschließend fährt das Heizelement zwischen die Fügeflächen. Die Kunststoffflächen werden an das Heizelement angelegt oder berührungslos erwärmt, bis die oberste Materialschicht ausreichend plastifiziert ist.
Dabei ist eine kontrollierte Wärmeführung entscheidend. Wird zu wenig Wärme eingebracht, kann keine belastbare Verbindung entstehen. Wird zu viel Wärme eingebracht, können Materialschädigungen, Verformungen oder unsaubere Schweißnähte auftreten. Eine auf das Bauteil abgestimmte Anlage stellt sicher, dass die Fügeflächen gleichmäßig erwärmt werden.
Umstellen und Fügen unter Druck
Nach dem Erwärmen wird das Heizelement aus dem Fügebereich entfernt. Dieser Schritt muss schnell und kontrolliert erfolgen, damit die plastifizierten Fügeflächen nicht zu stark abkühlen. Anschließend werden die Bauteile mit definiertem Fügedruck zusammengeführt.
In dieser Phase verbindet sich das aufgeschmolzene Material beider Fügeflächen miteinander. Für eine hochwertige Spiegelschweißung sind eine präzise Positionierung der Bauteile und ein gleichmäßiger Druckaufbau besonders wichtig. Nur so lässt sich eine reproduzierbare Nahtqualität erreichen.
Abkühlen und Stabilisieren der Schweißverbindung
Nach dem Fügen bleiben die Bauteile während der Abkühlphase fixiert. Die Verbindung stabilisiert sich, während der Kunststoff wieder erstarrt. Erst danach wird das Bauteil aus der Aufnahme entnommen oder an den nächsten Prozessschritt übergeben.
Gerade in automatisierten Fertigungsumgebungen kann dieser Ablauf mit weiteren Schritten kombiniert werden, etwa mit Bauteilhandling, Prüfung, Markierung oder Montage. Für solche Anforderungen entwickelt Maschinen + Technik Vogt auch individuelle Montage- und Prüfanlagen, die sich an den jeweiligen Produktionsprozess anpassen lassen.

Wann ist Kunststoff-Spiegelschweißen besonders sinnvoll?
Das Kunststoff-Spiegelschweißen ist besonders dann sinnvoll, wenn Bauteile nicht nur verbunden, sondern dauerhaft funktional gefügt werden müssen. Das betrifft vor allem Anwendungen, bei denen Dichtheit, mechanische Festigkeit oder eine gleichbleibende Serienqualität im Vordergrund stehen.
Typische Gründe für den Einsatz des Spiegelschweißens sind:
- großflächige Fügeflächen
- umlaufende oder komplexe Schweißkonturen
- hohe Anforderungen an Dichtheit und Festigkeit
- Bauteile mit größeren Abmessungen
- technische Kunststoffteile mit funktionalen Innenräumen
- Serienfertigung mit reproduzierbaren Prozessparametern
- Integration in teil- oder vollautomatisierte Fertigungslinien
Das Verfahren ist außerdem interessant, wenn andere Fügeverfahren aufgrund der Bauteilgröße, der Geometrie oder der Nahtanforderung an Grenzen stoßen. Besonders bei größeren Kunststoffbauteilen kann das Heizelementschweißen eine sehr robuste und wirtschaftliche Lösung sein.
Vorteile der Spiegelschweißung im industriellen Einsatz
Eine fachgerecht ausgelegte Spiegelschweißung bietet mehrere Vorteile für die industrielle Kunststoffverarbeitung. Der wichtigste Vorteil liegt in der stoffschlüssigen Verbindung: Die Bauteile werden nicht mechanisch befestigt oder verklebt, sondern über den plastifizierten Kunststoff direkt miteinander verbunden.
Gleichzeitig lässt sich der Prozess gut steuern und dokumentieren. Für die Serienfertigung ist das besonders wichtig, weil gleichbleibende Qualität nur dann erreicht wird, wenn alle relevanten Parameter zuverlässig kontrolliert werden.
Zu den zentralen Vorteilen zählen:
- hohe Festigkeit der Schweißverbindung
- gute Eignung für dichte Kunststoffverbindungen
- reproduzierbare Ergebnisse bei definierten Prozessparametern
- geeignet für große und komplexe Kunststoffbauteile
- keine zusätzlichen Verbindungsmittel wie Schrauben, Niete oder Klebstoffe erforderlich
- gute Automatisierbarkeit für industrielle Fertigungsprozesse
- flexible Anpassung an unterschiedliche Bauteilgeometrien
Damit diese Vorteile zuverlässig genutzt werden können, müssen Maschine und Werkzeug exakt auf die jeweilige Anwendung abgestimmt sein. Maschinen + Technik Vogt berücksichtigt deshalb nicht nur das Schweißverfahren selbst, sondern auch Bauteilaufnahme, Werkzeugtechnik, Prozessführung, Bedienkonzept und mögliche Automatisierungsschritte.
Spiegelschweißen, Ultraschallschweißen oder Rotationsschweißen?
Welches Kunststoff-Fügeverfahren am besten geeignet ist, hängt stark vom Bauteil und von der späteren Funktion ab. Spiegelschweißen ist besonders geeignet für größere Fügeflächen, dichte Verbindungen und komplexere Schweißkonturen. Es bietet sich an, wenn ein kontrollierter Wärmeeintrag über die gesamte Fügefläche erforderlich ist.
Das Ultraschallschweißen eignet sich dagegen häufig für kleinere bis mittelgroße Kunststoffteile, bei denen die Schweißenergie lokal und sehr schnell eingebracht werden kann. Es ist besonders interessant für kurze Taktzeiten und präzise Fügeaufgaben an geeigneten Bauteilgeometrien.
Das Rotationsschweißen kommt vor allem bei rotationssymmetrischen Bauteilen infrage. Hier entsteht die notwendige Wärme durch Reibung, während ein Bauteil gegen das andere rotiert. Für runde Kunststoffkomponenten kann dieses Verfahren sehr effizient sein.
Die Auswahl des passenden Verfahrens sollte daher nicht pauschal erfolgen. Entscheidend sind unter anderem:
- Werkstoff und Materialkombination
- Bauteilgröße und Wandstärke
- Fügekontur und Bauteilgeometrie
- Anforderungen an Dichtheit und Festigkeit
- optische Anforderungen an die Schweißnaht
- gewünschte Taktzeit
- Automatisierungsgrad
- Prüf- und Dokumentationsanforderungen
Maschinen + Technik Vogt unterstützt Sie gerne bei der technischen Bewertung und entwickelt auf dieser Grundlage eine Lösung, die zum Bauteil, zum Werkstoff und zum Produktionsprozess passt.
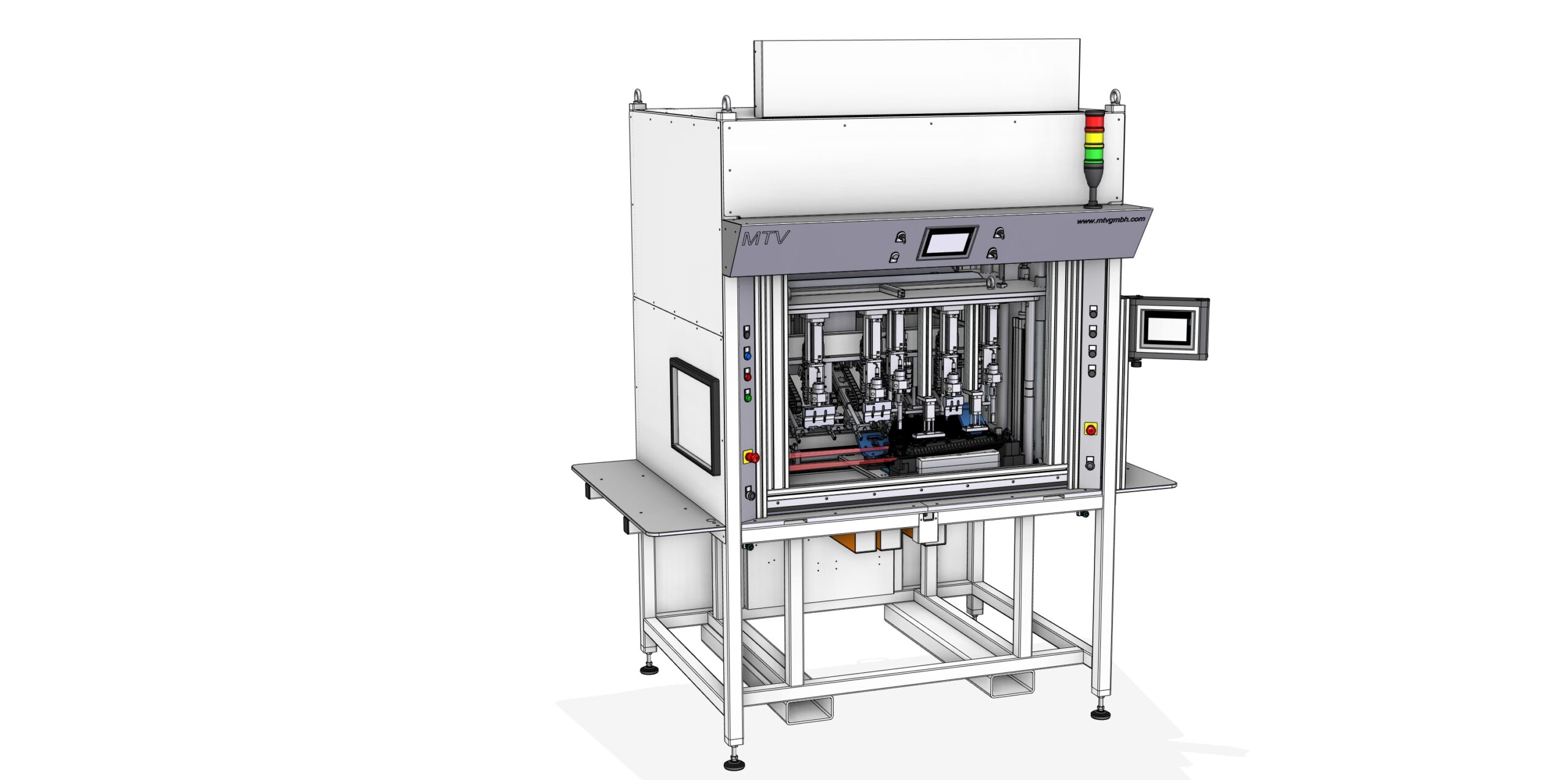
Individuelle Heizelementschweißanlagen von Maschinen + Technik Vogt
Maschinen + Technik Vogt entwickelt und realisiert individuelle Anlagen für das Spiegelschweißen von Kunststoffbauteilen. Dabei steht nicht nur die reine Schweißtechnik im Fokus, sondern die gesamte Anwendung: vom Bauteilhandling über die passende Aufnahme bis zur Steuerung und Integration in bestehende oder neue Fertigungsprozesse.
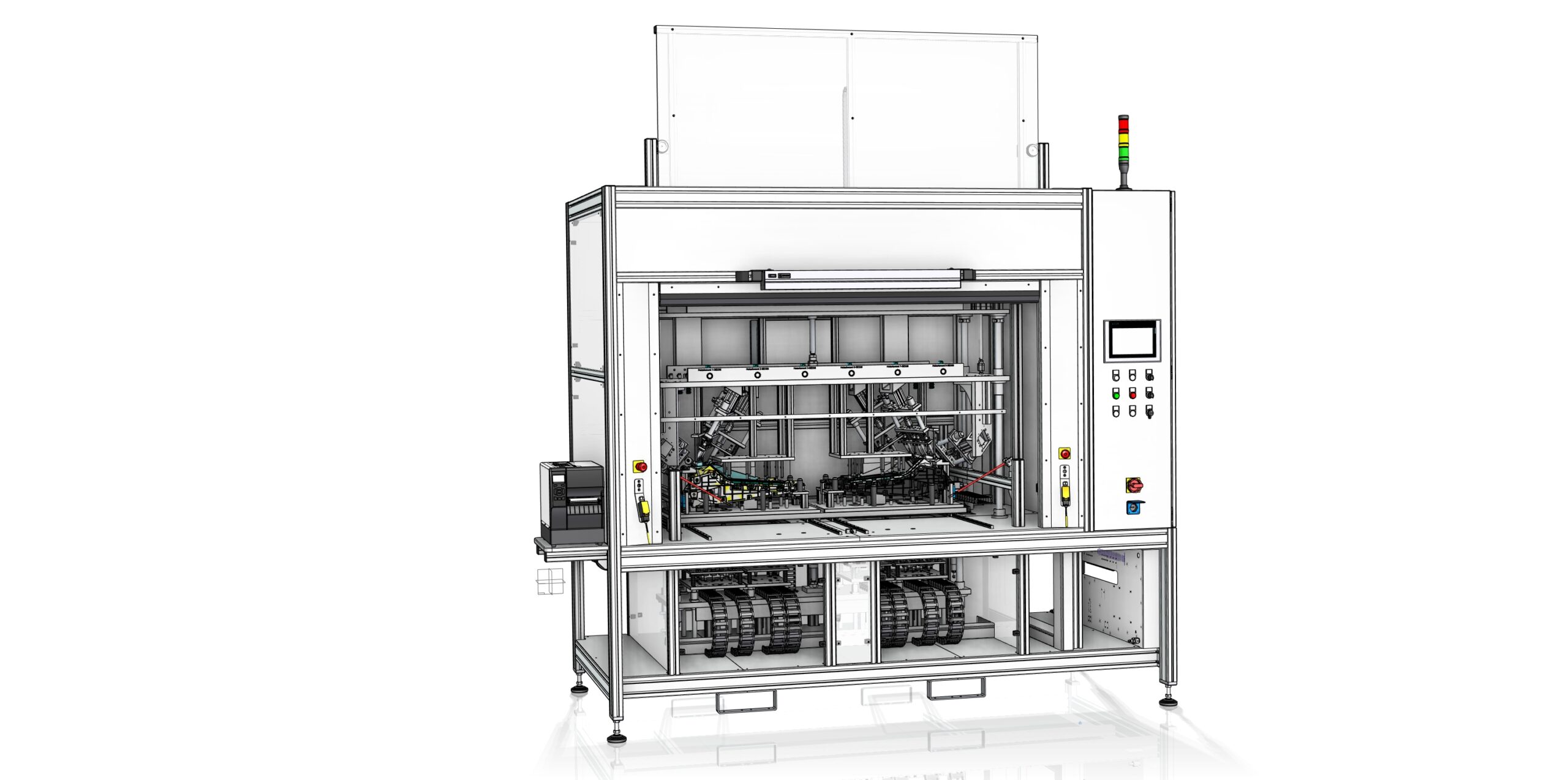
Je nach Anforderung können Heizelementschweißanlagen manuell, teilautomatisiert oder vollautomatisiert ausgelegt werden. Auch zusätzliche Prozessschritte wie Prüfen, Montieren, Markieren oder Weitertransport lassen sich in eine Gesamtlösung integrieren.
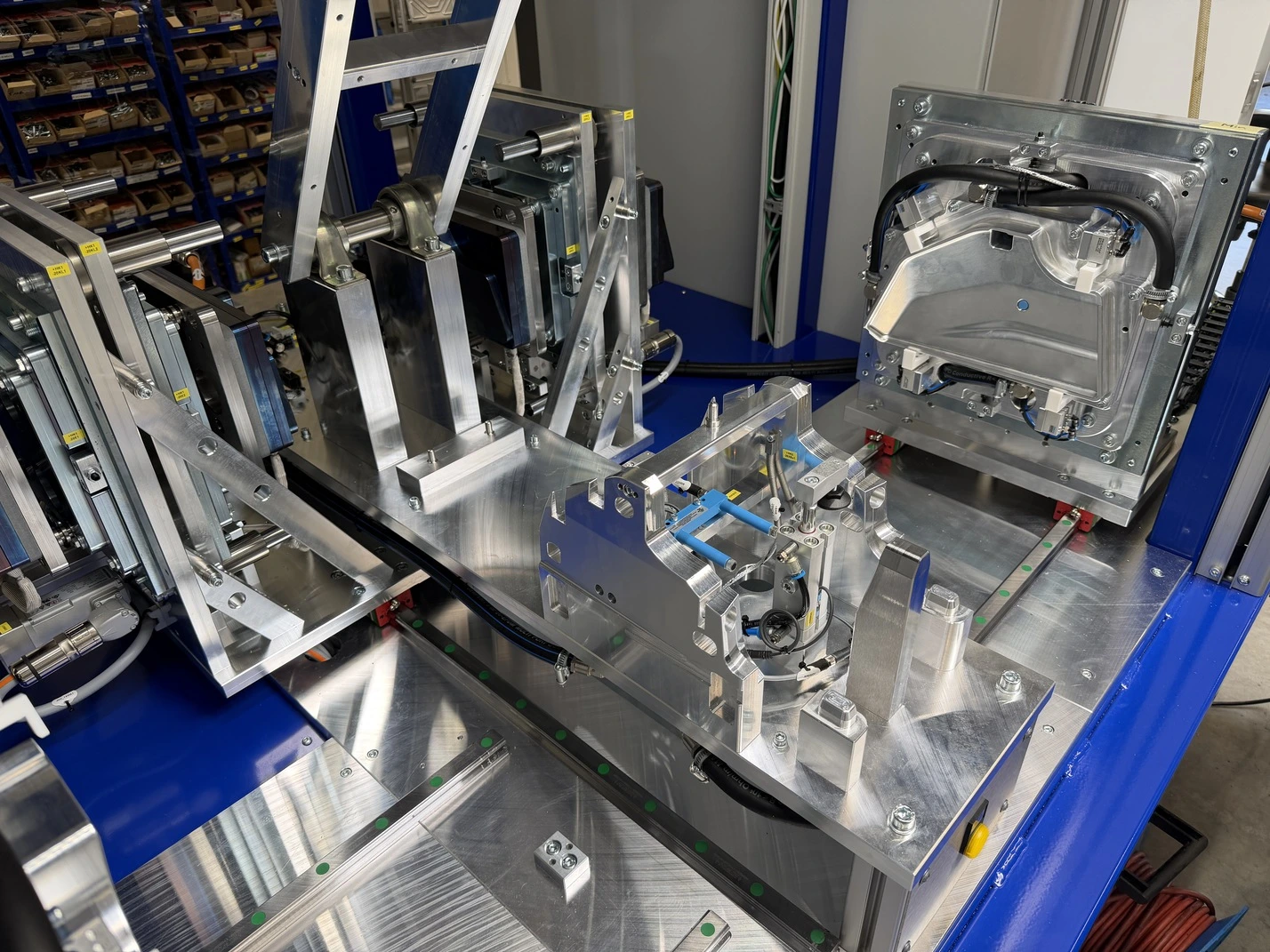
Ein wichtiger Bestandteil ist die Werkzeug- und Vorrichtungstechnik. Die Bauteile müssen sicher, wiederholgenau und verzugsarm aufgenommen werden. Dafür entwickelt MTV passende Aufnahmen und Schweißwerkzeuge. So entstehen Lösungen, die exakt auf Bauteilgeometrie, Werkstoff und Produktionsumgebung abgestimmt sind.
Unser Ziel ist eine prozesssichere Kunststoffverbindung, die im Serienalltag zuverlässig funktioniert. Deshalb betrachten wir bei jeder Anlage die technischen Anforderungen im Detail: Fügekontur, Material, Toleranzen, Temperaturführung, Bewegungsabläufe, Bedienbarkeit, Wartungszugang und mögliche Prüfschritte.
Von der Beratung bis zur fertigen Anlage
Eine leistungsfähige Heizelementschweißanlage beginnt mit einer sauberen technischen Klärung. Welche Kunststoffe sollen verbunden werden? Welche Nahtqualität wird benötigt? Wie groß sind die Bauteile? Welche Taktzeit ist vorgesehen? Welche Prüfanforderungen bestehen? Und soll die Anlage als Einzelstation oder als Teil einer Automationslösung eingesetzt werden?
Auf Basis dieser Anforderungen entwickelt Maschinen + Technik Vogt eine passende Lösung für das jeweilige Projekt. Dabei begleiten wir unsere Kunden von der ersten Beratung über die technische Auslegung bis zur Umsetzung und Inbetriebnahme.
Für ein belastbares Anlagenkonzept sind insbesondere folgende Informationen hilfreich:
- Zeichnungen oder CAD-Daten der Kunststoffbauteile
- Angaben zu Werkstoff, Wandstärken und Toleranzen
- Anforderungen an Dichtheit, Festigkeit und Optik
- geplante Stückzahlen und gewünschte Taktzeiten
- Informationen zur bestehenden Produktionsumgebung
- gewünschter Automatisierungsgrad
- Vorgaben zu Prüfung, Dokumentation oder Qualitätssicherung
Wir entwickeln Heizelementschweißanlagen, die auf die konkrete Anwendung zugeschnitten sind. So entstehen robuste, präzise und wirtschaftliche Lösungen für die industrielle Kunststoffverbindung.